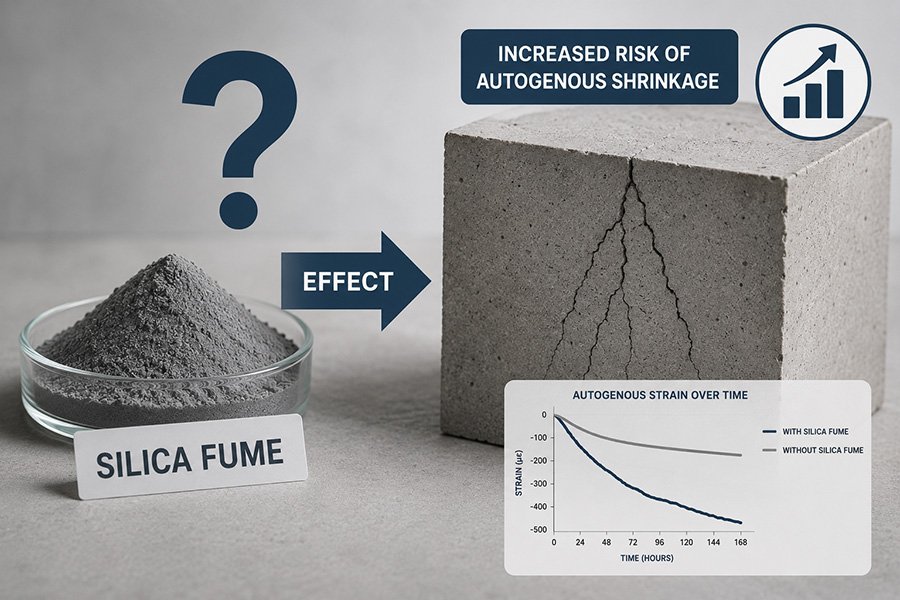
Premature cracking in high-performance concrete (HPC) and ultra-high-performance concrete (UHPC) often traces back to a single, destructive mechanism: autogenous shrinkage. When this shrinkage is restrained, it generates tensile stresses that exceed the early-age strength of the matrix, causing microcracking that compromises durability, strength, and structural service life. For engineers specifying silica fume in low water/binder (w/b) ratio systems, the central question this article addresses is not simply “does silica fume increase the risk of autogenous shrinkage?” but under what specific conditions it does—and how to control it.
The Fundamental Mechanism: Self-Desiccation and Chemical Shrinkage
Autogenous shrinkage is a volume reduction occurring without moisture loss to the environment. In cementitious systems with a w/b ratio below approximately 0.42, capillary water depletes faster than hydration products can fill the voids. Hydration continues by consuming water from the smallest pores, generating internal tensile stress through meniscus formation—a process known as self-desiccation. The resulting drop in internal relative humidity drives bulk contraction.
Chemical shrinkage provides the thermodynamic driver. As anhydrous cement phases react with water, the absolute volume of hydration products is smaller than the reactants’ combined volume. Much of this chemical shrinkage manifests as internal porosity before set, but after the percolation threshold forms a solid skeleton, a significant fraction converts directly into external autogenous deformation. The chemistry here matters enormously for silica fume blends.
Why Silica Fume Amplifies Autogenous Shrinkage in Low w/b Systems
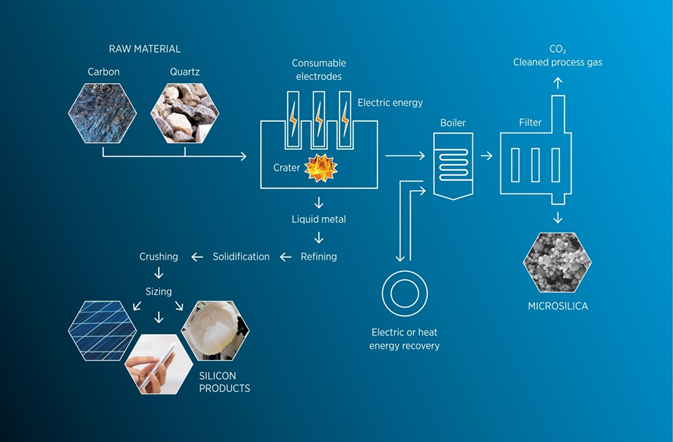
Silica fume dramatically accelerates and intensifies the pozzolanic reaction. Its extreme fineness—often exceeding 15,000 m²/kg by BET surface area—provides an enormous reactive surface. When combined with Portland cement, the highly amorphous SiO₂ reacts with calcium hydroxide (CH) to form secondary calcium silicate hydrate (C-S-H) gel. This refined pore structure is a double-edged sword: it densifies the interfacial transition zone (ITZ) and reduces permeability, yet simultaneously reduces the characteristic pore size in the hydrating paste to the nanometer scale.
Capillary tension theory explains the consequence. According to the Kelvin-Laplace equation, finer pores generate higher capillary stresses for a given degree of saturation. A concrete with a 0.25 w/b ratio and 10% silica fume replacement by weight of cementitious materials (bwoc) can experience autogenous shrinkage strains exceeding 400 microstrain—often double or triple that of a plain cement paste at the same w/b ratio. The pozzolanic consumption of CH further refines the microstructure, removing larger crystalline zones that might otherwise provide restraint, and replacing them with a denser gel that pulls more intensely on the capillary network during self-desiccation.
Particle packing also plays a role. Silica fume spheres, typically 100-150 nm in diameter, fill interstitial voids between cement grains, expelling water from these spaces and making it available for hydration. While this enhances early strength, it simultaneously increases the volume of fine gel pores susceptible to self-desiccation. Therefore, the intrinsic properties of undensified microsilica—high purity, extreme fineness—are the very properties that demand rigorous shrinkage control protocols.
Quantifying the Risk: Material and Mix Design Variables
The degree to which silica fume increases autogenous shrinkage risk depends on an interaction between material selection and mixture proportioning. Treating silica fume as a monolithic material with a fixed outcome ignores the critical influence of three key variables.
| Variable | Low Risk Configuration | High Risk Configuration |
|---|---|---|
| Silica Fume Dosage (bwoc) | ≤ 5% for shrinkage-sensitive HPC | ≥ 10% in UHPC without mitigation |
| Water/Binder Ratio | ≥ 0.35 (capillary water sufficient) | ≤ 0.22 (pure self-desiccation regime) |
| Silica Fume Purity & LOI | SiO₂ ≥ 92%, LOI ≤ 3% per ASTM C1240 | Low-purity fume with high unburnt carbon |
| Form & Dispersion | Densified, properly dispersed in mix | Undensified, agglomerated due to poor mixing |
| Aggregate Volume Fraction | High aggregate content (≥ 65% by vol.) | Low aggregate content, paste-rich UHPC |
Procurement specifications matter here. Sourcing a consistent, high-purity product like 96 grade silica fume for concrete ensures predictable reactivity and minimizes the variable carbon content that can interfere with water demand and shrinkage kinetics.
Effective Mitigation: Internal Curing and Shrinkage-Reducing Admixtures
Controlling autogenous shrinkage in silica fume concrete requires targeted interventions that address the root cause: self-desiccation. Two primary strategies are proven effective when properly engineered.
- Internal Curing (IC): Pre-wetted lightweight fine aggregates (LWFA) or superabsorbent polymers (SAP) act as internal water reservoirs distributed throughout the matrix. As capillary tension develops, these reservoirs release water into the surrounding paste, maintaining pore saturation and lowering tensile stress. Silica fume’s dense C-S-H gel draws this water efficiently. A properly designed IC system can reduce autogenous shrinkage by 60–90% in UHPC when the volume of IC water is matched to the chemical shrinkage demand of the binder.
- Shrinkage-Reducing Admixtures (SRA): SRAs reduce the surface tension of pore fluid, directly lowering the capillary stress calculated by the Kelvin-Laplace equation. When paired with a high-range PCE superplasticizer compatible with silica fume, these admixtures can maintain workability while cutting autogenous strain by half or more.
- Controlled Expansion: Expansive additives based on CaO or MgO hydrate to produce expansive ettringite or brucite, offsetting the early-age contraction. Timing the expansion to coincide with the peak autogenous shrinkage rate—typically between 12 and 48 hours—is critical, and is made more urgent by the accelerated hydration imparted by microsilica.
The selection of silica fume form can also influence mitigation efficiency. For instance, engineers evaluating whether silica fume slurry vs powder which form is better for your project must consider that undensified powder, while offering maximum reactivity, demands rigorous dispersion to avoid agglomerated pockets that create localized self-desiccation zones.
Specification and Testing Protocols for Shrinkage-Sensitive Applications
To prevent field failures, pre-qualification testing must simulate the thermal and restraint conditions the concrete will experience. A standard free shrinkage test is insufficient; restrained shrinkage testing provides the true measure of cracking risk.
EN 13263 specifies chemical and physical requirements for silica fume in concrete, including a maximum loss on ignition and minimum SiO₂ content, but does not itself guarantee low shrinkage performance. Compliance with ASTM C1240 ensures baseline purity, yet shrinkage performance is controlled at the concrete mix design level.
Engineers should mandate restrained ring tests (ASTM C1581) or dogbone tests to capture time-to-cracking and stress rate. When specifying silica fume for HPC or UHPC, the test matrix should evaluate at least three w/b ratios and two silica fume dosages with the chosen internal curing strategy. Performance criteria must include a maximum autogenous shrinkage strain of 250 microstrain at 7 days for watertight, crack-sensitive infrastructure, such as bridge decks or containment structures. For specialized applications such as self insulation block silica fume systems, shrinkage limits may tighten further due to thin sections and high surface-to-volume ratios that accelerate thermal and moisture gradients.
The Unified Control Principle: Reactivity Must Be Matched by Water Supply
Ultimately, silica fume does not guarantee high autogenous shrinkage. The risk materializes only when the binder’s chemical and pozzolanic demand for water outstrips the available internal water supply. High-purity microsilica accelerates strength via rapid C-S-H formation and pore refinement, but that same mechanism demands a deliberate strategy to replenish water consumed in self-desiccation. Through precise internal curing design, admixture technology, and test-validated mix proportioning, engineers leverage silica fume’s dense ITZ and strength benefits without incurring the cracking penalty.
The technical advantage of sourcing from a specialist silica fume supplier with consistent chemistry is that mix design optimization does not have to be recalibrated for each shipment. For applications requiring additional densification—such as ceramic-bonded refractories—exploring designated products like buy ceramic admiture silica fume provides a path to tailored microsilica specifications.
Frequently Asked Questions
Q: Does silica fume always cause more autogenous shrinkage than plain Portland cement concrete?
A: Yes, at typical replacement levels (5–15% by mass of cement) and low w/b ratios (<0.40), silica fume significantly increases autogenous shrinkage due to its high BET surface area (~15–25 m²/g) accelerating the pozzolanic reaction, which consumes water and creates finer pore structure, raising capillary tension. Studies show up to a 50–80% increase compared to plain cement paste at 28 days.
Q: What is the mechanism behind silica fume-induced autogenous shrinkage?
A: Silica fume refines the pore size distribution and accelerates the consumption of internal water during cement hydration and the pozzolanic reaction. This generates higher capillary tension in the pore water as the relative humidity drops, especially when external water curing is absent. The increased specific surface area and density of C-S-H gel also promote chemical shrinkage.
Q: How does the w/b ratio affect silica fume’s impact on autogenous shrinkage?
A: The risk is most pronounced at w/b ratios below 0.35, common in HPC and UHPC. Above w/b=0.45, the effect is negligible because sufficient free water remains to counteract the water consumed by pozzolanic reaction. At w/b=0.30, replacement of 10% silica fume can double autogenous strain.
Q: Can internal curing eliminate silica fume-related autogenous shrinkage?
A: Yes, pre-wetted lightweight aggregates or superabsorbent polymers can deliver internal water to maintain pore saturation, reducing or eliminating autogenous shrinkage even with 10–15% silica fume. Proper internal curing can decrease early-age shrinkage by over 80% according to ASTM C1698 tests.
Q: Does silica fume with a low LOI cause less shrinkage?
A: Yes, silica fume with a low loss on ignition (LOI < 2%) has fewer unburned carbon particles, which can act as nucleation sites and further accelerate hydration. Low-LOI silica fume tends to produce denser C-S-H gel and slightly higher early shrinkage, but the difference is minor (≤10%) compared to the effect of w/b ratio or dosage.
About Henan Superior Abrasives (HSA)
Henan Superior Abrasives (HSA) is a China-based manufacturer and global supplier of high-quality silica fume (microsilica) for concrete and refractory applications. Supplying both densified and undensified grades compliant with ASTM C1240 and EN 13263, HSA serves customers in 30+ countries with reliable microsilica solutions for HPC, UHPC, precast concrete, shotcrete, and other high-performance construction materials.
Get a Quote or Free Sample
Ready to improve your concrete performance with premium silica fume? Contact our technical team today — we respond within 24 hours and can arrange free samples for qualified projects.
- 📧 Email: sales@superior-abrasives.com
- 💬 WhatsApp: +86-186-3863-8803