Ultra-high performance concrete (UHPC) represents one of the most significant advances in structural materials of the past half-century. Capable of compressive strengths exceeding 150 MPa — sometimes surpassing 200 MPa — and tensile ductility far beyond ordinary concrete, UHPC has redefined what is possible in bridge engineering, façade construction, and blast-resistant design. At the heart of nearly every UHPC formulation lies a single pozzolanic additive: silica fume.
Understanding how silica fume functions, what standards govern its use, and how engineers proportion it within a UHPC mix is essential knowledge for anyone working at the frontier of concrete technology.
What Is Silica Fume?
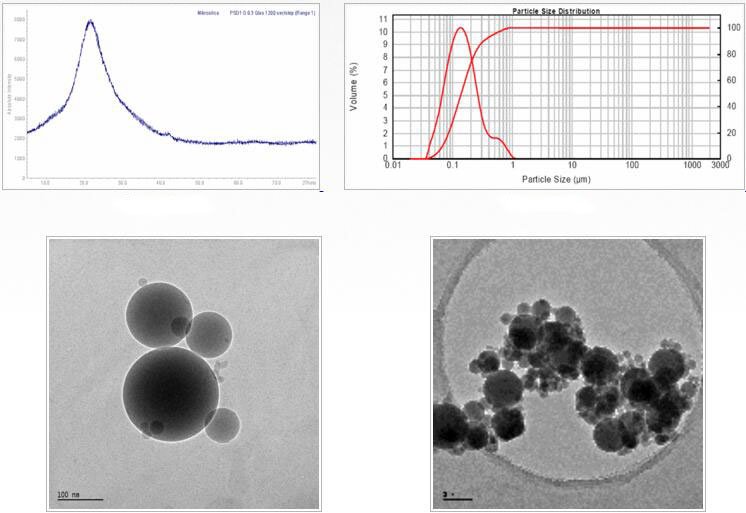
Silica fume — also called microsilica or condensed silica fume — is an ultrafine byproduct generated during the production of silicon metal and ferrosilicon alloys in electric arc furnaces. As silicon vapor rises and oxidizes, it condenses into extremely fine amorphous particles of silicon dioxide (SiO₂), typically 0.1 to 0.3 micrometers in diameter. This makes silica fume approximately 100 times finer than ordinary Portland cement (OPC) particles, and its surface area can reach 15,000 to 30,000 m²/kg — compared to roughly 300 to 400 m²/kg for OPC.
The combination of extreme fineness and high amorphous SiO₂ content (commonly 85–98%) makes silica fume an exceptionally reactive pozzolan. In the presence of water and calcium hydroxide (Ca(OH)₂) released during cement hydration, silica fume rapidly forms additional calcium silicate hydrate (C-S-H) gel — the very compound responsible for concrete strength and durability.

Governing Standards
Before silica fume can be specified in any structural concrete, it must conform to established quality standards. The two most widely referenced are ASTM C1240 in North America and EN 13263 in Europe, though a number of national and regional codes supplement these at the project level.
ASTM C1240 (Standard Specification for Silica Fume Used in Cementitious Mixtures) sets minimum requirements for SiO₂ content (≥ 85%), loss on ignition (≤ 6%), moisture content (≤ 3%), and specific surface area. Critically, it also mandates an accelerated strength activity index: mortar cubes with silica fume must achieve at least 105% of the control cube strength at seven days.
EN 13263-1 similarly requires minimum SiO₂ of 85% and sets limits on chloride content (≤ 0.3%), sulfate (≤ 2%), and moisture. European practice also draws heavily on the general framework of EN 206 for concrete performance classes.
| Standard | Min. SiO₂ | Max. LOI | Activity Index | Region |
|---|---|---|---|---|
| ASTM C1240 | 85% | 6% | ≥ 105% at 7 days | North America |
| EN 13263-1 | 85% | 4% | Activity index at 28 days | Europe |
| GB/T 18736 | 85% | 6% | Pozzolanic activity index | China |
| AASHTO M 307 | 85% | 6% | Equivalent to ASTM C1240 | Highway/Bridge |
For UHPC specifically, the industry has developed more prescriptive guidance. The American Association of State Highway and Transportation Officials (AASHTO) published AASHTO T 1124 as a provisional standard for UHPC, while the French standard NF P18-470 (Bétons fibrés à ultra-hautes performances) remains among the most detailed prescriptive frameworks globally. FHWA’s Techbrief series and the AFGC/SETRA guidelines in France have also shaped how engineers proportion UHPC mixes in practice.
The Role of Silica Fume in UHPC: Why It Works
UHPC achieves its exceptional performance through a combination of mechanisms, and silica fume contributes to nearly all of them simultaneously. First, the pozzolanic reaction converts calcium hydroxide — a weak, porous phase in ordinary concrete — into additional C-S-H gel, densifying the paste matrix and eliminating a common weak link. Second, the extreme fineness of silica fume particles allows them to pack into the spaces between cement grains, dramatically reducing porosity and producing what materials scientists describe as a near-impermeable microstructure.
Silica fume doesn’t merely supplement cement — it transforms the paste matrix into something fundamentally denser, converting byproduct calcium hydroxide into the same C-S-H gel that gives concrete its strength.
Third, silica fume improves the interfacial transition zone (ITZ) — the region between aggregate particles and cement paste that is typically the weakest link in ordinary concrete. In UHPC, aggregates are usually fine quartz sand, and the densified ITZ created by silica fume becomes indistinguishable from the bulk paste, eliminating the conventional performance penalty associated with aggregate inclusion.
Proportioning Silica Fume in UHPC Mixes
Getting the silica fume dosage right is as important as sourcing a compliant product. Underdosing fails to achieve the necessary packing density and pozzolanic conversion; overdosing increases water demand, creates shrinkage risk, and adds unnecessary cost without proportional strength gain.
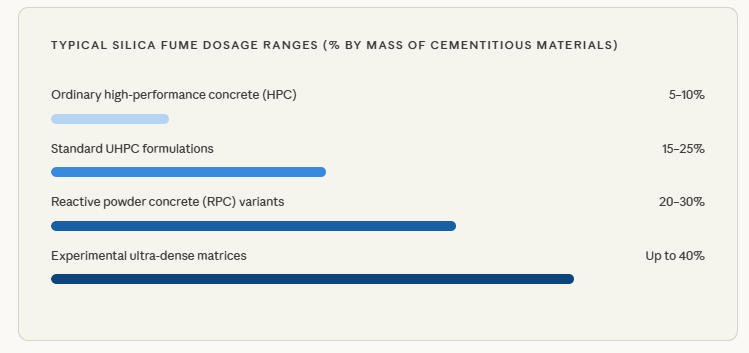
Most commercial UHPC products — including Ductal® (Lafarge-Holcim), BSI® (Eiffage), and Cor-Tuf (US Army Corps of Engineers) — target silica fume contents of roughly 20–25% by mass of cement, equivalent to approximately 150–250 kg/m³ in absolute terms depending on the binder content. A water-to-binder ratio (w/b) of 0.14–0.22 is typical, which demands high-range water reducers (superplasticizers) to maintain workability.
The water-to-binder ratio deserves special attention. Because silica fume is so fine, it carries a significant water demand. Every additional percentage point of silica fume above the optimum adds surface area that must be wetted, consuming superplasticizer and potentially reducing fluidity. Engineers must balance the triple optimization of packing density, chemical reactivity, and workability — a challenge that often requires iterative mix design trials rather than direct calculation.
Interaction with Other UHPC Components
Silica fume does not act in isolation. In a typical UHPC matrix, it works alongside Portland cement or blended cement, fine quartz sand (often 150–600 μm), quartz flour, superplasticizer, short steel or PVA fibers, and sometimes ground granulated blast-furnace slag (GGBS) or fly ash. The relative proportions of these components must be optimized as a system.
Particle packing models — including the Modified Andreasen and Andersen (MAA) model and the Compressible Packing Model (CPM) developed by de Larrard — are increasingly used to optimize the blend of silica fume, cement, and aggregate. These computational tools model how particles of different sizes fill void space, allowing engineers to maximize density and minimize binder content without compromising strength.
Curing conditions also mediate how much of the silica fume reacts. Standard water curing at 20°C achieves substantial pozzolanic conversion over 28 days, but steam curing at 90°C or heat treatment at 200–250°C (used in some proprietary UHPC products) significantly accelerates and completes the reaction, yielding compressive strengths that approach the theoretical limits of the C-S-H phase.
Durability Implications
Beyond compressive strength, the silica fume-densified microstructure confers remarkable durability benefits. Chloride ion penetration depth in UHPC is typically one to two orders of magnitude lower than in ordinary concrete, making it exceptionally suitable for marine, bridge deck, and tunnel applications where reinforcement corrosion is the primary life-limiting mechanism. Carbonation depth, freeze-thaw damage, and alkali-silica reactivity are similarly suppressed by the near-zero connected porosity that silica fume enables.
These durability gains are not incidental — they are central to the economic justification for UHPC. Life-cycle cost analyses consistently show that UHPC’s higher initial material cost (often two to five times that of conventional concrete per cubic metre) is more than offset by dramatically reduced maintenance requirements over a 75- to 100-year service life.
Looking Ahead
The role of silica fume in UHPC is secure for the foreseeable future, but the field continues to evolve. Researchers are exploring nano-silica (fumed silica with even finer particle size) as a partial or full replacement, bio-based pozzolans such as rice husk ash, and carbon nanotube reinforcement of the silica fume-cement matrix. Simultaneously, the drive toward lower-carbon concrete is prompting work on reducing clinker content in UHPC binders while maintaining silica fume’s density-enhancing role.
For practicing engineers, the message remains consistent: silica fume is not simply an admixture to be added by habit, but a precision engineering material whose dosage, form, and interaction with every other mix component must be carefully considered. Compliance with ASTM C1240, EN 13263, or equivalent standards is the baseline — intelligent proportioning, validated by trial mixes and supported by particle packing models, is what separates good UHPC from exceptional UHPC.
Ready to specify Silica Fume for your next project?
Whether you’re designing a long-span bridge deck, an architectural façade, or a blast-resistant structure, getting the silica fume specification right from the outset can make or break your mix performance. Explore our detailed mix design guides or connect with a materials consultant.
Frequently asked questions
1.What is the difference between silica fume and nano-silica in UHPC?
Silica fume (microsilica) has particles in the range of 0.1–0.3 μm, while nano-silica (fumed or colloidal silica) has particles below 0.1 μm — often as small as 5–20 nm. Nano-silica is more reactive and offers even finer pore-filling capability, but it is significantly more expensive, harder to disperse uniformly, and can dramatically increase water demand. Most commercial UHPC formulations continue to use silica fume as the primary ultrafine component, sometimes supplemented with a small dose of nano-silica (1–3% by cement mass) for targeted performance enhancement.
2. Can I substitute fly ash or GGBS for silica fume in UHPC?
Partial substitution is possible, but full replacement is not practical if you want to maintain UHPC-class compressive strengths (≥150 MPa). Fly ash and GGBS are coarser than silica fume and less reactive, so they cannot replicate the packing density effect. GGBS at 20–30% replacement of cement is sometimes used alongside silica fume in UHPC to reduce heat of hydration and cost, while fly ash is less common due to its spherical morphology offering less packing efficiency at the nano-scale. Replacing silica fume entirely typically results in strength dropping into the HPC (80–120 MPa) rather than UHPC range.
3.How does silica fume dosage affect shrinkage in UHPC?
Higher silica fume dosages tend to increase autogenous shrinkage — the self-desiccation that occurs as chemical reactions consume mix water in a very low w/b matrix. In UHPC, autogenous shrinkage can reach 500–1,000 microstrain, compared to ~100 microstrain in ordinary concrete. Thermal curing at 90°C effectively stabilizes the matrix early, significantly reducing post-cure shrinkage. For ambient-cured UHPC (e.g., cast-in-place applications), shrinkage-reducing admixtures and internal curing using pre-saturated lightweight aggregates are strategies engineers use to mitigate the elevated autogenous shrinkage associated with high silica fume contents.
4.What water-to-binder ratio is typical when using silica fume in UHPC?
UHPC mixes typically target a water-to-binder (w/b) ratio of 0.14 to 0.22 — far below the 0.40–0.55 range common in ordinary structural concrete. Achieving workability at such low w/b ratios requires high-range water reducers (polycarboxylate ether superplasticizers) at dosages of 1–3% by cement mass. Because silica fume carries high water demand due to its surface area, any increase in silica fume content must be compensated by additional superplasticizer to maintain a target flow of 200–250 mm on the flow table. Overly aggressive silica fume dosages without adequate superplasticizer will produce a stiff, unworkable mix prone to fiber balling in fiber-reinforced UHPC.
5.Is silica fume in UHPC compliant with green building standards like LEED?
Yes — silica fume is a recovered industrial byproduct, which means its use contributes positively toward LEED credits for recycled content and regional materials (if sourced locally). From a life-cycle perspective, UHPC structures typically require significantly less material volume than conventional concrete equivalents due to their superior strength and durability, which can substantially reduce embodied carbon per unit of structural performance. However, the high cement content in UHPC (often 700–900 kg/m³) carries a large carbon footprint per cubic meter of concrete. Low-carbon UHPC variants using alkali-activated binders or high GGBS substitution rates are an active area of research aimed at improving the sustainability profile without sacrificing performance.